-

云南筑邦商贸有限公司
主营:云南镀锌管,云南方矩管,云南槽钢

云南筑邦商贸有限公司
主营:云南镀锌管,云南方矩管,云南槽钢 8
8

H型钢经常出现在我们的生活中,但是我们很少见到,只有比较专业的人才会接触到。那么,云南筑邦商贸有限公司的专业人士就来给大家讲解一下这方面的知识。
H型钢是一种截面面积分配更加优化、强重比更加合理的经济断面高效型材,因其断面与英文字母“H”相同而得名。由于H型钢的各个部位均以直角排布,因此h型钢在各个方向上都具有抗弯能力强、施工简单、节约成本和结构重量轻等优点,已被广泛应用。和其他型钢比较,它有以下的特点:
1.结构强度高。H型钢和工字钢在外型上具有一定的相似度,同工字钢相比,截面模数大,在承载条件相同时,可节约金属10-15%。
2.设计风格灵活、丰富。在梁高相同的情况下,钢结构的开间可比混凝土结构的开间大50%,从而使建筑布置更加灵活。
高频焊H型钢优点:
1.截面尺寸精度高由于采用优质钢卷,焊接后截面的形状精度优良,使结构装配更加方便.
2.截面性能优良翼缘板与腹板厚度之比可以增大,与轧制型钢相比,在相同重量下可制成抗弯性能更大,截面性能更高的构件;在截面性能相同时,构件更轻.
3.截面尺寸可按用户要求定制大量使用情况下,可以按用户*的截面尺寸生产.
4.焊接部位性能的金相组织均匀腹板材料与翼缘板材料的组织均匀溶合.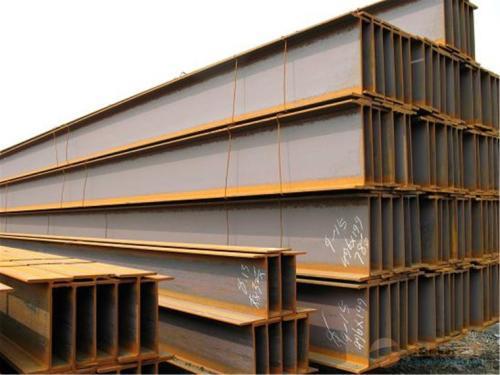
H型钢可用焊接或轧制两种方法生产。焊接H型钢是将厚度合适的带钢裁成合适的宽度,在连续式焊接机组上将翼缘和腹板焊接在一起。焊接H型钢有金属消耗大、不易保证产品性能均匀、尺寸规格受限制等缺点。因此,H型钢以轧制方法生产为主。在现代化的轧钢生产中,使用**轧机轧制H型钢。H型钢的腹板在上下水平辊之间进行轧制,翼缘则在水平辊侧面和立辊之间同时轧制成形。由于仅用**轧机尚不能对翼缘边端施以压下,这样就需要在**机架后设置轧边端机,俗称轧边机,以便对翼缘边端给予压下并控制翼缘宽度。在实际轧制操作中,把这两座机架作为一组,使轧件往复通过若干次(图2a),或者是令轧件通过由几架**机座和一两架轧边端机座组成的连轧机组,每道次施加一定的压下量,将坯料轧成所需规格形状和尺寸的产品。在轧件的翼缘部位,由于水平辊侧面与轧件之间有滑动,轧辊的磨损比较大。为了保证重车后的轧辊能恢复原来的形状,应使粗轧机组上下水平辊的侧面以及与其相对应的立辊表面呈3°~8°的倾角。为修正成品翼缘的倾角,设置成品**轧机,又叫**精轧机,其水平辊侧面与水平辊轴线垂直或有较小的倾斜角,一般不大于20′,立辊呈圆柱状
H型钢是一种截面面积分配更加优化、强重比更加合理的经济断面高效型材,因其断面与英文字母“H”相同而得名。由于H型钢的各个部位均以直角排布,因此H型钢在各个方向上都具有抗弯能力强、施工简单、节约成本和结构重量轻等优点,已被广泛应用。
H型钢的翼缘内外侧平行或接近于平行,翼缘端部呈直角,因此而得名平行翼缘工字钢。H型钢的腹板厚度比腹板同样高的普通工字钢小,翼缘宽度比腹板同样高的普通工字钢大,因此又得名宽缘工字钢。由形状所决定,H型钢的截面模数、惯性矩及相应的强度均明显优于同样单重的普通工字钢。用在不同要求的金属结构中,不论是承受弯曲力矩、压力负荷、偏心负荷都显示出它的优越性能,可较普通工字钢大大提高承载能力,节约金属10%~40%。H型钢的翼缘宽、腹板薄、规格多、使用灵活,用于各种桁架结构中可节约金属15%~20%。由于其翼缘内外侧平行,缘端呈直角,便于拼装组合成各种构件,从而可节约焊接、铆接工作量25%左右,能大大加快工程的建设速度,缩短工期。
用**轧机轧制H型钢,轧件断面可得到较均匀的延伸,翼缘内外侧轧辊表面的速度差较小,可减轻产品的内应力及外形上的缺陷。适当改变**轧机的水平辊和立辊的压下量,便能获得不同规格的H型钢。**轧机的轧辊外形,形状简单,寿命长,轧辊的消耗可大为减少。**轧机轧制H型钢的较大优点是: 同一尺寸系列只有腹板和翼缘的厚度尺寸是变化的,其余部位尺寸都是固定不变的。因此,同一**孔型轧制的同一系列H型钢具有多种腹板和翼缘厚度尺寸规格,使H型钢规格数量大为增加,为使用者选择合适的尺寸规格带来较大的方便。
在无**轧机的情况下,有时为了满足生产建设的急需,也可将普通二辊式轧机加装立辊框架,组成**孔型轧制H型钢。用这种方式轧制H型钢,产品尺寸精度低,翼缘同腹板之间难成直角,成本高,规格少,轧制柱材用H型钢较为困难,故使用者不多。